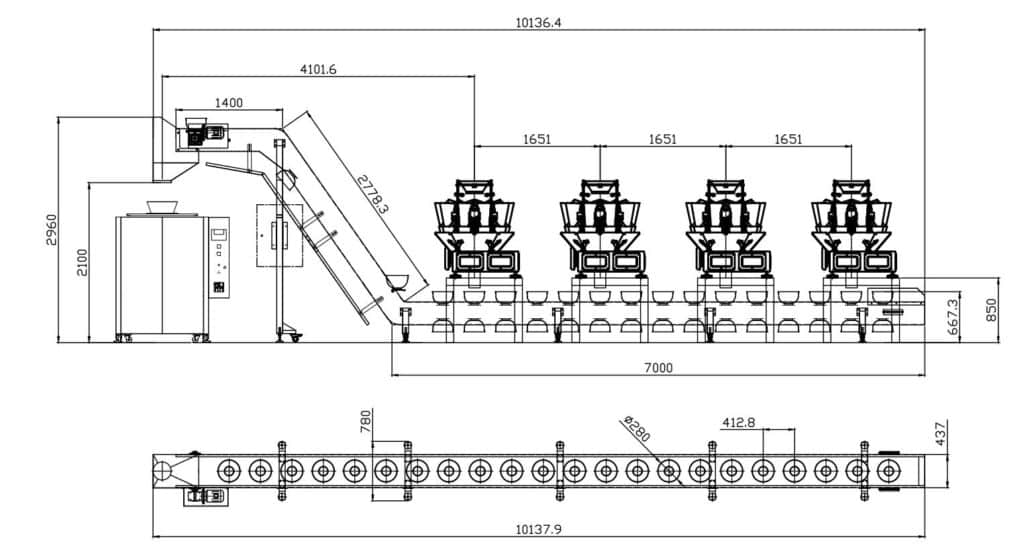

Depends on the application, there is belt type indexing conveyor for vertical and horizontal conveying.
 Those indexing conveyors have equipment with casters that can move the machine to anywhere you want, the gears, screws and nuts are made of stainless steel. Motor and control panel are water-proof available. The materials meet NSF, FDA, USDA and BISCC standards
Those indexing conveyors have equipment with casters that can move the machine to anywhere you want, the gears, screws and nuts are made of stainless steel. Motor and control panel are water-proof available. The materials meet NSF, FDA, USDA and BISCC standards
Of course, we have other belt conveyors and bucket elevators for different application and products, you could click the link to learn more, or directly email us by [email protected]
